
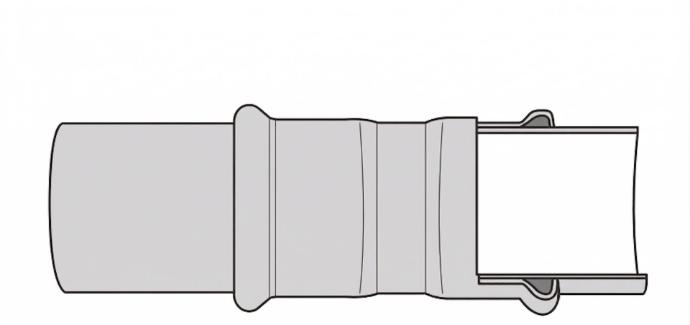
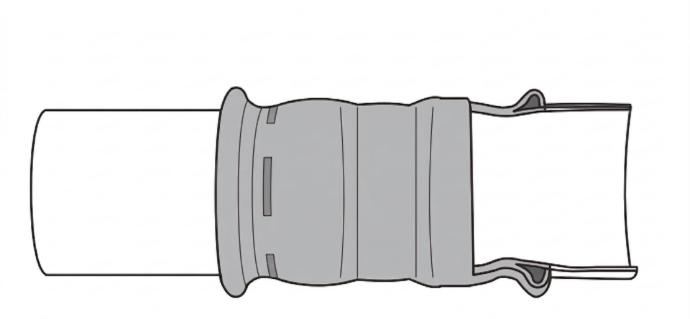
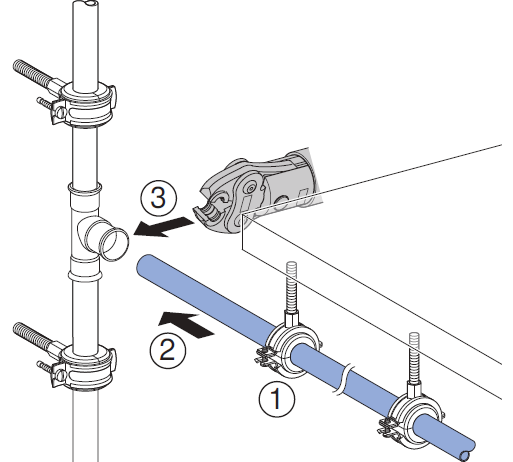
Stamping operation
When the pipe fittings and system pipes are inserted and clamped, the pipe fittings, arc tops and pipes will plastically deform simultaneously to form a stable clamping connection. This connection has two core features:
- The compression sleeve deforms to ensure the structural strength of the connection part.
- The arc top of the pipe fitting is matched with the deformation of the sealing ring to ensure the sealing performance of the connection part.
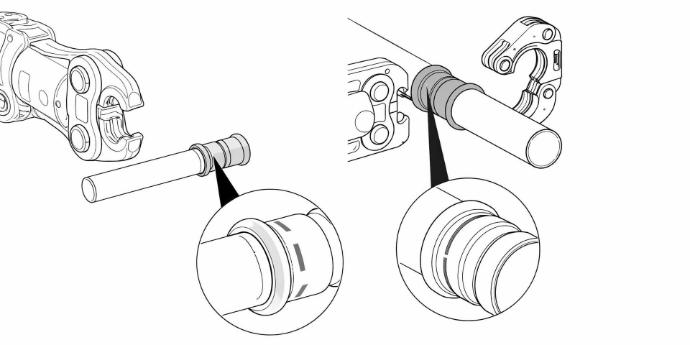
Comparison of compression of different sizes
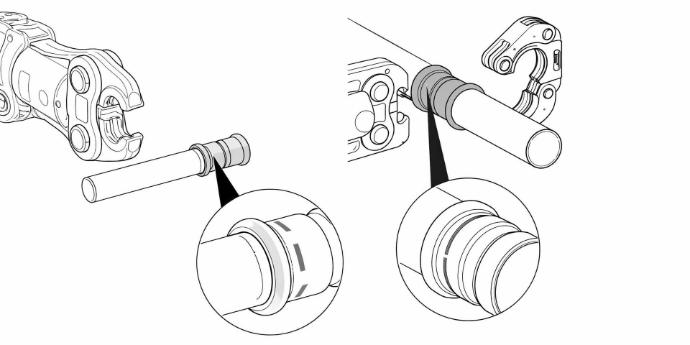
Pipes of 12-35 mm are crimped using crimping pliers. Obvious hexagonal indentations will be left on the outside of the formed crimped joint, which is called "hexagonal crimping".
Pipes of 35-108 mm are constructed using crimp rings and corresponding adapter claws. Lemon-shaped contour indentations will be left on the outside of the formed crimp joint, which is called "lemon-shaped contour crimping".
Installation precautions
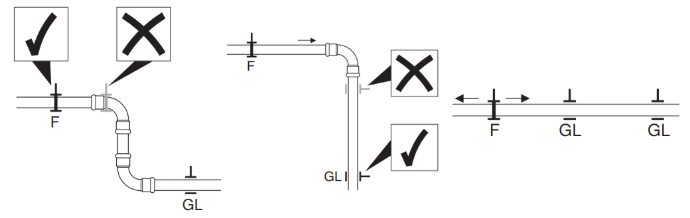
Pipe fixing and installation recommendations
The document stipulates clear construction requirements for different pipe diameters, walls/ceilings, concealed/surface installations, etc. to ensure that the thermal expansion and contraction of the pipelines are correctly guided and supported firmly, while ensuring the safety and compliance of the crimping operation. It is a practical technical manual for the installation, acceptance and maintenance of stainless steel compression pipeline projects.
Wall code installation suggestions - Thermal expansion of pipes
This document is designed forPCC pressed stainless steel throat thermal expansion design, explaining the changes in pipeline length, influencing factors and corresponding installation strategies caused by temperature differences, which are the core technical basis for pipeline planning, bracket configuration, and expansion absorption design.
The document states that the thermal expansion of the throat depends onMaterials, environmental conditions, operating temperature, the length change Δl must be calculated in advance during the planning stage to avoid thermal stress from damaging pipelines and joints.
Pipe laying
PCC Pressure system pipe layingProfessional technical specifications, which fully describe the standard laying process of the fresh water system, the pipeline configuration plan for the five floors, the concrete floor laying method and the sound insulation and heat insulation requirements, are the key basis for the planning, construction and acceptance of stainless steel compression pipelines for residential and commercial buildings.